
Leave A Message
If you are interested in our products and want to know more details,please leave a message here,we will reply you as soon as we can.
Thermochromic Dye Supplier for Fabric Applications






Fabric is one of the more demanding substrates for thermochromic chemistry. The dye has to survive wash cycles, flex without cracking, bond to fiber structures that weren't designed to hold encapsulated colorants, and still deliver a clean, repeatable color transition. That's a tighter brief than most people expect when they first start sourcing.
Item No. :
Kolortek Thermochromic PigmentColor Effect :
Multi colorsParticle Size :
1-10μm, 3-10μmBrand :
Kolortek / OEMMOQ :
1KGApplication :
Packaging, Printing Inks, Cosmetics, Textiles, Toys, Paints & Coatings, Food Contact (BPA-free series), Safety IndicatorsWhat we're talking about here — thermochromic dye for fabric — is typically microencapsulated leuco dye technology. The active chemistry sits inside a polymer shell, which protects it during processing and keeps it responsive to temperature shifts. Activation temperatures can be engineered across a wide range, from below ambient to above body temperature, depending on the effect you're going for.
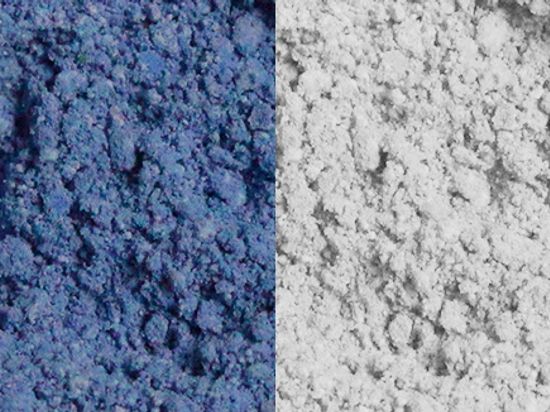
The two core behaviors: color disappears as temperature rises (Colored to Colorless), or one color transitions to another (Colored to Another Colored). The former is more common in printed textile applications — you reveal a base layer, a graphic, or a blank field. The latter gives you two distinct visual states, which can be useful in performance apparel or interactive branding.
Kolortek's thermochromic pigment line covers multiple activation temperatures and color combinations. The KTP series is the core range. Below is a structured overview of available models, including BPA-free variants for applications where that matters — children's apparel, food-contact-adjacent textiles, or markets with stricter regulatory requirements.
| Series / Type | Model Numbers | Notes |
|---|---|---|
| Colored to Colorless | KTP-16-BR, KTP-17-MG, KTP-18-BY, KTP-18B-JB, KTP-22-GY, KTP-30-SB, KTP-30-BR, KTP-30-VB, KTP-30-GY, KTP-30-VP, KTP-30-OY, KTP-30-GB, KTP-30-GL, KTP-31-JB, KTP-31-VP, KTP-31-BR, KTP-32-BY, KTP-32-MG, KTP-43-OR, KTP-45-BR |
Color fades to clear above activation temp; reveals substrate or underprint |
| Colored to Another Colored | Select KTP-30 and KTP-31 variants | Dual-state color shift; confirm specific SKU for color pair |
| BPA-Free Food Grade Series | KTP-31-RBF, KTP-31-PBF, KTP-31-GBF, KTP-31-TBF, KTP-31-YBF, KTP-31-VBF, KTP-31-BBF, KTP-31-VPF, KTP-32-BY F, KTP-30-SBF |
BPA-free encapsulation; suitable where material safety documentation is required |
Activation temperatures across the KTP range span from approximately 16°C to 45°C — the model number prefix typically reflects this. Worth confirming with the technical team when you're selecting for a specific ambient or body-heat trigger point.

The primary application here is screen printing on fabric — T-shirts, sportswear, promotional textiles, novelty items, and heat-reactive garment graphics. Screen printing gives you the ink film thickness needed to load enough pigment for a visible, saturated color change. Rotary or flatbed screen systems both work; the binder system matters more than the printing method.
Digital textile printing is a different story. Most thermochromic pigments don't reduce to inkjet-compatible particle sizes without significant formulation work. If that's your process, the conversation starts with dispersion specs and nozzle compatibility before anything else.
In practice, these pigments are also used in heat transfer films and sublimation-adjacent processes — though sublimation temperatures will destroy the capsules, so those applications use pre-applied thermochromic layers, not dye that goes through the sublimation step itself.
Color change is reversible and repeatable under normal use conditions. The transition is temperature-driven, not UV or pressure-driven — that distinction matters when you're designing a print that needs to behave consistently across environmental conditions.
That said, the capsule shell has limits. Extended UV exposure degrades both the shell and the leuco dye chemistry inside. For outdoor or sun-exposed applications, a UV-protective topcoat is standard practice — not optional. Wash fastness depends heavily on the binder and the ink formulation, not just the pigment itself.
The color change isn't instantaneous — there's a hysteresis effect. The transition temperature going up is not identical to the transition temperature going back down. For most textile applications this is acceptable, but it's something formulators working on precision thermal indicators need to account for.
Solvent resistance varies. These pigments generally tolerate water-based systems well. Strong solvents — ketones, esters at higher concentrations — can compromise the capsule wall. Confirm compatibility before committing to a solvent-based ink system.
These are microencapsulated powders, not solution dyes. Dispersion is mechanical — high-shear mixing, not dissolution. Typical let-down into a binder system involves pre-wetting the powder and working it in with a Cowles blade or similar disperser. Avoid extended bead milling; it fractures the capsules.
Loading levels for fabric printing typically run 15–30% by weight in the ink phase, depending on the capsule size, the desired color intensity, and the depth of ink film the printing process deposits. Thinner films need higher loading to compensate.
Mixing with conventional pigments is possible but requires caution. The color state at room temperature is what most people design to — but that changes above activation temp, and a composite with a conventional pigment will behave differently than either component alone. Test the full color palette across both temperature states.
The choice between these two types isn't just aesthetic — it affects how you design the total print construction.
Colored to Colorless gives you a reveal effect. The thermochromic layer sits over something — a base color, a graphic, text — and disappears when warmed. Simple, high-contrast, good for interactive branding and novelty applications. The "reveal" element is printed or dyed underneath; the thermochromic ink is the top layer.
Colored to Another Colored delivers two distinct visual states without a blank field in between. More complex to get right in terms of color matching across both states, but the result is a clean two-color transition that doesn't rely on what's underneath. This is the more useful format when the fabric base color is unpredictable or when you want both states to be designed colors, not a designed color over an arbitrary substrate.
Q: What activation temperatures are available for fabric applications?
The KTP series spans activation temperatures from approximately 16°C to 45°C. For fabric worn close to the body, 31°C is a common choice — it activates near skin contact temperature. Lower activation points (16°C–22°C) respond to ambient temperature shifts, which suits display or atmospheric-reactive designs.
Q: How does wash fastness hold up in practice?
Wash fastness is primarily a function of the binder system, not the pigment itself. The encapsulated pigment sits within the cured ink film — if that film is properly formulated and cured, the capsules are protected. That said, aggressive wash conditions (high temperature, oxidizing detergents) will shorten functional life. Expect to test under your actual end-use wash protocol.
Q: Are BPA-free variants functionally equivalent to the standard series?
Performance is comparable in most application contexts. The BPA-free encapsulation uses alternative shell chemistry, which can affect solvent compatibility slightly — worth running a parallel dispersion test if you're switching from a standard to BPA-free variant mid-project. Color range in the BPA-free series is somewhat narrower than the full KTP catalog.
Q: Can thermochromic fabric dye be combined with fluorescent or pearlescent pigments in the same ink?
Yes, with planning. Fluorescent pigments in the same layer will alter the room-temperature color state and the revealed state differently — you need to evaluate both. Pearlescent or mica-based pigments are generally more compatible since they're optically inert at the color-change level. Mixed systems usually require custom calibration of the full color sequence across both temperature states.
If you're sourcing thermochromic dyes for fabric projects — whether for initial trials or scaled production — the most efficient starting point is a sample set matched to your target activation temperature and color pair. Standard samples ship as dry powder; ink drawdowns on substrate can be arranged for specific qualification programs.
For technical questions on dispersion, binder compatibility, or BPA-free regulatory documentation, reach out directly: contact@kolortek.com
Screen printing with thermochromic ink is one of the more demanding pigment applications — you're asking a material to perform a reversible color transition reliably, across thousands of print cycles, under real-world handling conditions. The pigment has to disperse cleanly into the ink vehicle, survive the shear of the squeegee, and still respond predictably to temperature after it's cured onto the substrate.
Read More
Fabric is one of the more demanding substrates for thermochromic chemistry. The dye has to survive wash cycles, flex without cracking, bond to fiber structures that weren't designed to hold encapsulated colorants, and still deliver a clean, repeatable color transition. That's a tighter brief than most people expect when they first start sourcing.
Read More
KT-MLC01 is a water-based thermochromic liquid crystal that cycles through twelve distinct colors — from black through copper, yellow, green, blue, and violet — across a 14℃ to 36℃ temperature window, making it one of the more visually dynamic options in the thermochromic category. Unlike single-transition thermochromic pigments, these mood liquid colors deliver a continuous chromatic shift in a single liquid formulation, suited for custom decorative paints, textile printing, and novelty cosmetic applications. Formulators looking to introduce live color-shift behavior into coatings or printed substrates will find the liquid format straightforward to incorporate.
Read More
KTP-16-BR is a red thermochromic pigment that transitions from vivid red to fully colorless when temperature rises above 16°C — making it one of the lowest activation-point options in Kolortek's standard range. As a heat sensitive pigment, it's well-suited for applications where near-ambient temperature triggers are required, including temperature-indicating textiles, novelty printing, and decorative coatings. Formulators working with color change with temperature effects will find the fine 1–10μm particle size integrates cleanly into most ink and coating systems.
Read More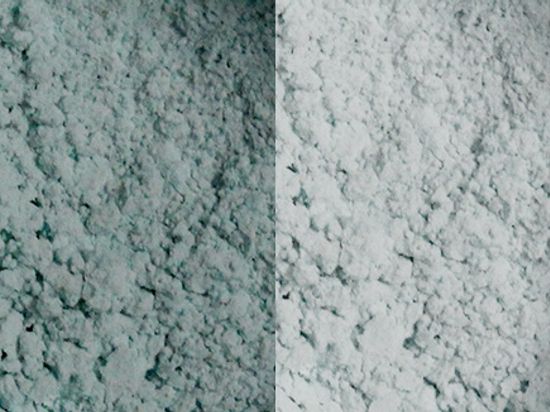
KTP-17-MG is a thermochromic powder that transitions from malachite green to fully colorless at 17°C — a low activation threshold that makes it effective for skin-contact, ambient-response, and cool-environment applications. As a heat reactive pigment, it integrates cleanly into printing, coating, and cosmetic systems where a sharp, reversible color reveal is the intended effect. Typical end-uses include nail formulations, textile printing, and craft coatings.
Read More
KTP-32-BY is a thermochromic powder that transitions from vivid yellow to colorless at 32°C — a body-temperature-adjacent activation point that makes it well-suited for skin-contact applications like cosmetics and nail products. This heat sensitive pigment powder disperses cleanly in most coating and printing systems, and is also available in a BPA Free food grade version for product contact use cases such as cups and utensils. Formulators working in textiles printing, craft art, or specialty inks will find the 1–10μm particle range compatible with a broad range of application methods.
Read More
KTP-31-PBF is a rose red thermochromic pigment powder that transitions to colorless at 31°C — a body-temperature-proximate activation point well-suited for skin-contact and food-contact applications. Certified BPA Free, this heat reactive pigment is formulated for cosmetics, nail systems, and food-contact printing where safety compliance is non-negotiable. It performs equally well in textile printing and craft applications where a clean, reversible color-fade effect is the design intent.
Read More
KTP-31-GBF is a food grade thermochromic pigment that shifts from vivid green to fully colorless at 31°C — clean, reversible, and BPA Free. Engineered for direct skin and food contact surface applications, this heat sensitive pigment powder is well suited for cosmetic formulations, nail products, and food contact items like cups and spoons. Its fine 3–10μm particle size ensures smooth dispersion across both water- and solvent-based systems.
Read More
 English
English Français
Français Deutsch
Deutsch Русский
Русский Español
Español Português
Português